硬脆材料的精密加工一直是先進制造技術(shù)攻關(guān)的重點,而碳化硅(SiC)作為典型的硬脆材料,廣泛應用于半導體、光學和新能源領(lǐng)域。晶圓支架作為核心工裝,需同時滿足高強度、耐高溫及納米級平整度的嚴苛要求。本文以SiC晶圓支架的水導激光加工為例,探討這一技術(shù)在復雜結(jié)構(gòu)件制造中的應用價值。
一、為什么傳統(tǒng)方法不夠用
SiC晶圓支架的結(jié)構(gòu)設計有其特殊要求——主體為圓筒形,側(cè)壁帶有精密齒條,頂端和底座有卡扣結(jié)構(gòu)。這種復雜的三維幾何形狀,對加工工藝提出了多維度的挑戰(zhàn)。
傳統(tǒng)機械加工方法面臨三大難題:
-
SiC硬度極高,刀具磨損嚴重,加工成本居高不下;
-
機械力容易導致材料邊緣崩缺、微裂紋;
-
復雜曲面的加工需要多次裝夾,累積誤差難以控制。
激光切割雖然能解決硬度問題,但常規(guī)激光會產(chǎn)生熱影響區(qū),導致材料性能下降。對于精度要求極高的齒條結(jié)構(gòu),這種熱損傷是不可接受的。
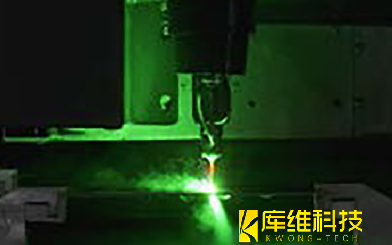
二、解決方案:水導激光技術(shù)
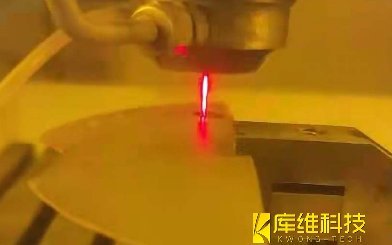
水導激光技術(shù)巧妙地結(jié)合了激光切割和水冷技術(shù)。其核心原理是:激光束通過透明窗口進入高壓水束,水束充當"光導纖維",將激光能量引導至工件表面。這種設計帶來了幾個關(guān)鍵優(yōu)勢:
-
精準聚焦:水束的直徑通常在40-100μm,遠小于常規(guī)激光光斑,切縫更細,熱影響區(qū)更小。
-
即時冷卻:高壓水束在切割過程中持續(xù)沖刷加工區(qū)域,帶走熱量,避免材料過熱。
-
清潔加工:水流能即時清除切割產(chǎn)生的碎屑,保持加工區(qū)域清潔,減少二次污染。
三、實際應用的效果驗證
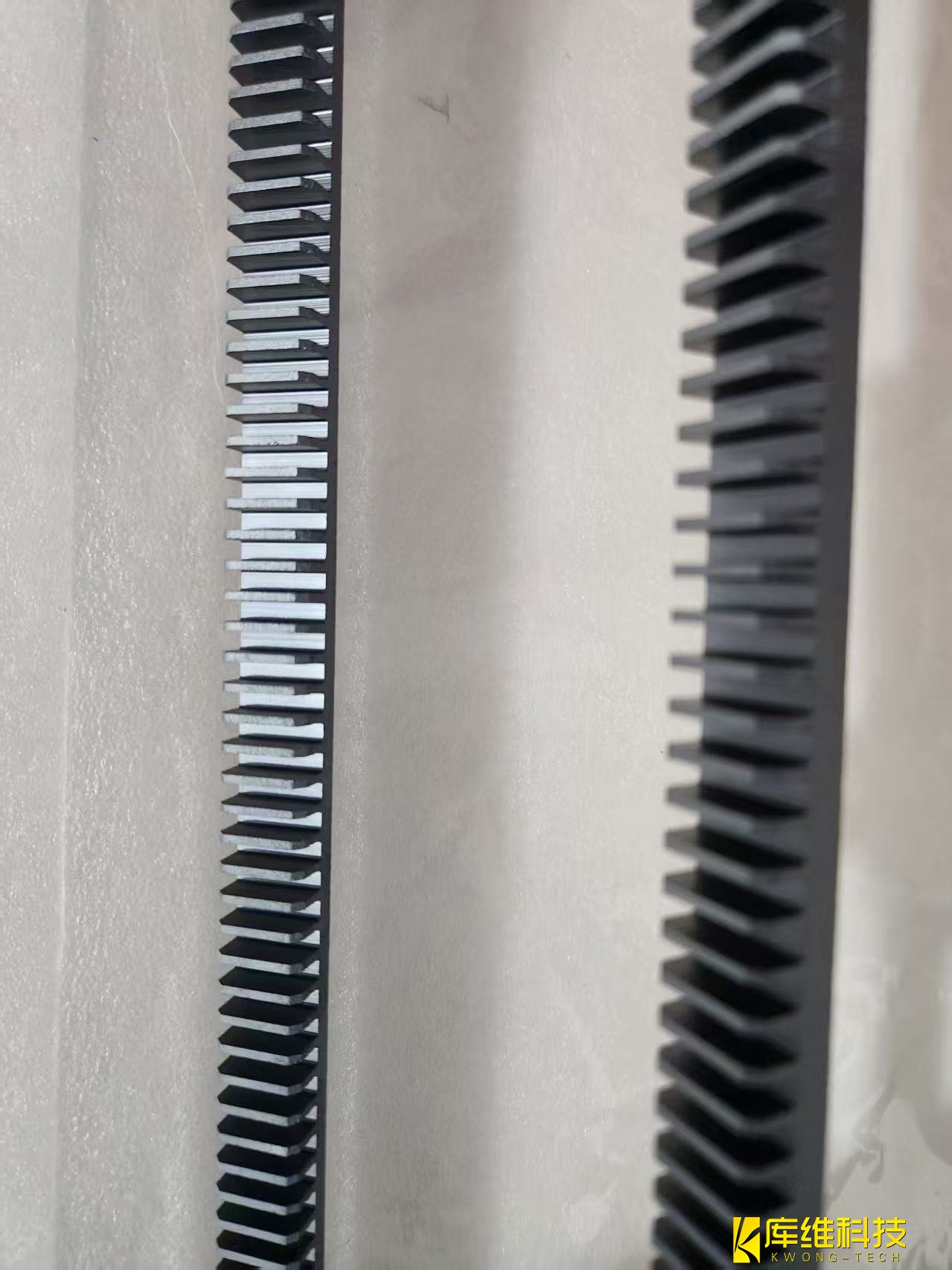
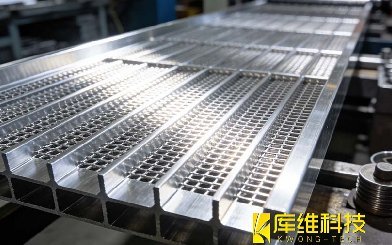
從圖1和圖2可以看到,采用水導激光加工的SiC晶圓支架,齒條輪廓清晰、邊緣光滑。齒頂呈現(xiàn)規(guī)整的梯形結(jié)構(gòu),齒槽深度一致,沒有明顯的崩邊或毛刺。
圖1:水導激光加工的SiC晶圓支架
特別是在齒條特寫(圖2)中,表面保留了SiC材料的本色,沒有出現(xiàn)激光加工常見的發(fā)白或氧化現(xiàn)象。這說明水導激光確實實現(xiàn)了"冷切割"效果,熱影響得到了有效控制。
圖2:齒條結(jié)構(gòu)特寫,邊緣光滑無崩缺
經(jīng)檢測,支架齒形輪廓誤差≤±2μm,表面粗糙度Ra值達0.4μm,達到光學級加工標準。加速壽命試驗顯示,在300℃高溫環(huán)境下連續(xù)工作500小時后,支架變形量<5μm,滿足半導體產(chǎn)線24小時不間斷運行需求。
對比傳統(tǒng)加工方式,水導激光技術(shù)使單件加工時間縮短40%,材料利用率提升至92%。如圖2所示,支架表面的規(guī)則齒形陣列經(jīng)放大觀察仍保持完美一致性,印證了該技術(shù)在高硬度材料精密加工領(lǐng)域的獨特優(yōu)勢。
該案例驗證了水導激光技術(shù)在第三代半導體工裝制造中的可行性。目前,國內(nèi)已有多家設備廠商布局水導激光技術(shù)研發(fā),但在核心部件方面仍需突破。本案例的成功實施為國產(chǎn)高端裝備替代進口提供了重要技術(shù)儲備。

水導激光加工案例之氮化硅陶瓷齒輪:突破精密制造的技術(shù)革新

水導激光設備加工氧化鋯陶瓷時的150MPa高壓水射流有什么特別之處
半導體自動化切割都包含哪些技術(shù)?
氧化鋯陶瓷加工崩邊率高?水導激光如何將崩邊率降至0.5%
水導激光加工案例之金剛石散熱片切割
水導激光加工案例之航空7075鋁合金格柵加工
水導激光如何通過“水束光纖”實現(xiàn)精密加工的
水導激光切割技術(shù):金剛石復合材料精密加工的革新力量

水導激光加工中可以控制的技術(shù)指標及其相互間的影響